Casting Tip #1
Tree Preparation
With BlueCast X-Resins, preparation is fast and straightforward — no boiling, lengthy curing, or complex steps required. Simply print, wash, dry, and cast. A short 10-minute post-cure is recommended to eliminate any uncured resin, especially if the final alcohol rinse was skipped. Always follow the specific washing instructions for X-Resins.
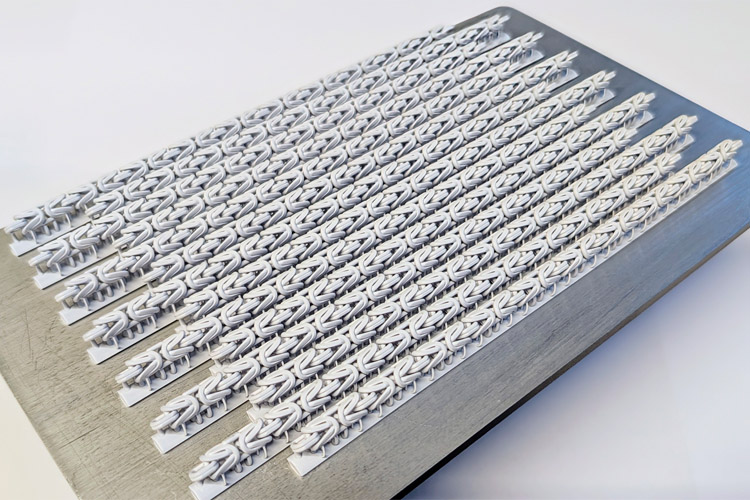
Before assembly, ensure all sprue parts are completely dry. As with traditional wax, lightly roughen the welding area with sandpaper, apply a small drop of wax, and use a micro welder for a few seconds to secure the sprue. When arranging your tree, keep engravings facing upward and avoid overly complex sprue networks that could cause turbulence. Unlike other materials, BlueCast resins melt rather than burn, so optimal spruing ensures smooth resin flow during casting.
Position thicker parts toward the bottom of the tree and thinner ones at the top. Maintain at least a 1 cm gap between printed models and the flask wall, filling empty spaces with investment to resist thermal expansion and prevent cracks.
For improved casting quality, use larger sprues to aid gas release — especially if your burnout oven is not ventilated. Protective sprays or coatings are unnecessary; X-Resins have ideal surface tension and do not react with investment. Always use perforated flasks, even in closed systems, as the holes allow gases to escape efficiently during sublimation.
Casting Tip #2
Burnout Cycle Guidelines
The following burnout schedule is optimized for flasks with a 100 mm diameter. Adjust the ramp rates and hold times according to the geometry, volume, and size of your flask. The final hold temperature should always align with the casting temperature of the chosen metal.
The ultra-fast burnout cycle (2 hours at 700°C) is validated only for X-One and X-Filigree V2. For all other BlueCast resins, follow the standard burnout program. Fast burnout may also be used for X5 and X10 resins when appropriate.
Once the burnout is complete, gradually lower the temperature to the casting temperature. This prevents cracks caused by thermal stress between the investment and the flask. Keep in mind that melting points vary by metal and alloy, so always refer to your supplier’s Technical Data Sheet (TDS) for precise casting temperatures.
If your burnout oven is not ventilated, invert the flask while stabilizing the temperature before casting. This allows trapped gases to escape, ensuring cleaner and more consistent casting results.